Choosing the Right CNC Wood Router for Your Material
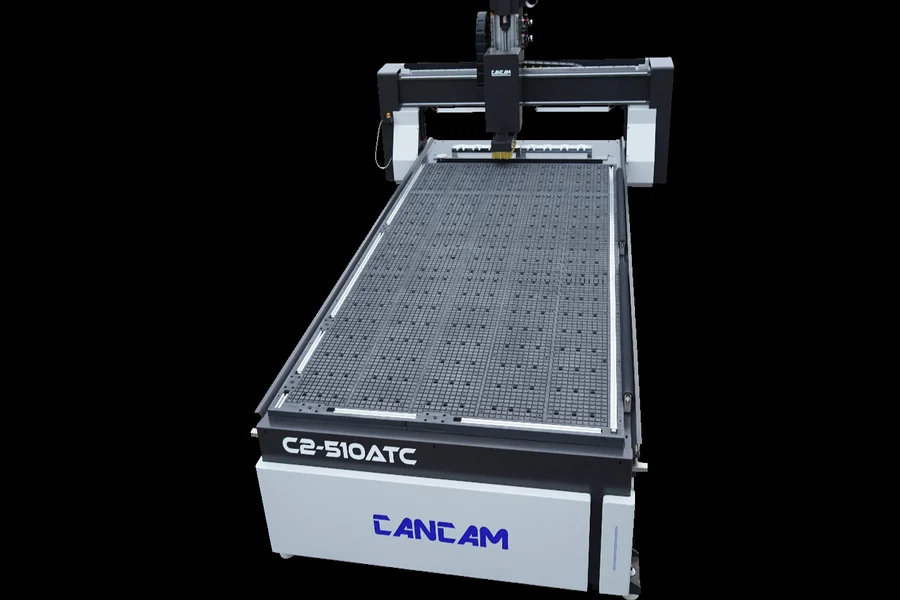
To some, CNC routing may seem relatively straightforward on the surface. Load the design, clamp the stock, choose the bit, run the file. In reality, material behaviour dictates everything from the spindle spec to the control system you should invest in. If you want consistent output instead of a machine that only performs when conditions are perfect, the router has to match the material first and the workflow second.
Start With the Material’s Density and How It Cuts
Hardwoods like maple and oak love power. Their density creates resistance, and that resistance exposes weak spindles instantly. A router that can only maintain torque at low RPMs will burn the wood, chatter through long passes, and fatigue bits early. If hardwoods are your primary stock, the baseline is a CNC wood router with a 3-horsepower spindle that can hold torque throughout the RPM range and stay stable during deeper cuts. A weaker spindle might technically handle hardwood, but it will slow your cycle times and inflate your bit budget.
Softwoods behave differently, and, in North America, the forest industry remains heavily dependent on softwood lumber being used for structural and mass-wood uses. They cut fast, but the fibres tear easily. This is why a router for softwood production benefits more from precision and RPM control than raw strength. A machine that can jump between 12,000 and 18,000 RPM without drift gives you the fine control needed to avoid fuzzy edges and surface tear-out. This matters even more if you’re trying to reduce post-processing time.
Engineered materials are in their own ecosystem. MDF, melamine, plywood, and composites put more particulate in the air and create more friction, so the router needs stable dust extraction compatibility and a spindle built for longer duty cycles. If a shop works with MDF for hours at a time, spindle cooling becomes just as important as wattage. Air-cooled spindles can handle occasional MDF runs, but liquid-cooled systems shine when the workload is continuous.
Match the Machine Frame to Your Tolerances
Material pushes back. The denser it is, the more that pushback turns into vibration. A lightweight frame may be fine for hobby work, but a recent industry overview found that CNC routers and machining centers are commonly used across millwork, furniture, window, interior-fittings manufacturing and more, implying broad adoption beyond hobby woodshops. If you’re trying to maintain tolerances within fractions of a millimetre on hardwood slabs, rigidity is part of the business expense, not a luxury.
Aluminum frames give you a middle ground for mixed-material shops. They reduce resonance enough to keep tolerances tight while avoiding the cost and weight of steel. Steel frames are the option for shops pushing their machines ten hours a day or running heavy hardwoods with big tooling. The rigidity pays for itself in consistency and reduced operator adjustment time.
Check Whether the Control System Thinks Ahead
A router only moves as intelligently as its control board. Entry-level systems follow toolpaths one line at a time. Higher-end systems buffer and optimize ahead of the toolpath, which matters when you’re cutting dense hardwoods or switching speeds for plywood veneers.
For example, hardwood jobs benefit from look-ahead control because the router can prepare for sharp turns or variable feed rates before the spindle actually reaches them. It prevents bogging and ensures the cut remains smooth. Softer materials benefit because the controller can maintain surface quality during rapid transitions, avoiding the micro-hesitations that create ripples.
Tooling Compatibility Should Be a Filter, Not an Afterthought
Bits dictate cut quality and lifespan. A machine that limits your collet sizes, spindle speeds, or tool length options effectively limits the materials you can grow into. If your shop plans on using compression bits for plywood, large surfacing bits for slabs, or high-RPM small-diameter bits for detailed softwood work, the router needs the torque curves and rigidity to handle them.
Think of tooling as the real workhorse and the router as the system that lets it operate at its best.
Plan for Scalability Beyond Immediate Fit
Material demands rarely stay static. A shop cutting softwood today might move into hardwoods next quarter. A custom furniture builder might add composite panel work over time. Choosing a CNC router that gives you margin to shift material types saves money and reduces downtime.
Look for a machine that has the spindle headroom, rail system quality, and controller capability to take on heavier or more delicate materials than your current workflow requires. Flexibility is a competitive advantage when your workload evolves faster than your equipment cycle.